







Vær opmærksom på de minimumsmål og -vinkler, som er materialeteknisk mulige. Spidse vinkler kan fremstilles fra en vinkelåbning på 20°. Hvis vinkelåbningen er mindre end 20°, skal spidsen af vinklen afsluttes med et afstandsstykke på mindst 25 mm.

Vær opmærksom på, at udfræsede bogstaver, virksomhedslogoer, hulbilleder osv. kun er tilladte til PREFABOND-kompositplader med FR-kerne. På plader med A2-kerne er en sådan bearbejdning derimod ikke godkendt.

Bemærk
Under bearbejdning af kompositpladerne skal du sørge for altid at bruge egnet sikkerheds- og beskyttelsesudstyr.
Følgende bearbejdningsmuligheder findes:
Klik på den ønskede bearbejdningsmulighed for at komme direkte til den tilsvarende vejledning:
PREFABOND-aluminiumskompositpladerne kan bearbejdes med følgende værktøjer: en håndholdt rundsav,
en bordrundsav eller lodret pladesav og en rundsavsklinge til metal. Diamantbeskyttede savklinger egner sig også fremragende til at øge standtiden. Bearbejd altid pladerne fra bagsiden for at beskytte den lakerede synlige side. Der anbefales udtrykkeligt en udsugning af spån.
Bemærk
Sørg for, at savklingen skærer med så få grater som muligt under brugen. Hvis dette ikke er tilfældet, skal savklingen vedligeholdes (slibes) eller eventuelt skiftes.
Til mekanisk fastgørelse af kompositpladen er det nødvendigt at forberede fast- og glidepunkter. Bor hullerne ved hjælp af en almindelig boremaskine, standboremaskine, hulsav eller en rundsav.
Med en almindelig overfræser eller stiksav kan alle udsnit udføres problemfrit (f.eks. lampeudsnit eller dørgreb). En styreskabelon kan hjælpe dig med udførelsen af sådanne udsnit.
Bemærk
Komplekse udsnit såsom bogstaver, firmalogoer osv. kan udføres på fabrikken hos PREFA med en CNC-fræser. Konturen skal leveres i en DWG- eller DXF-fil.
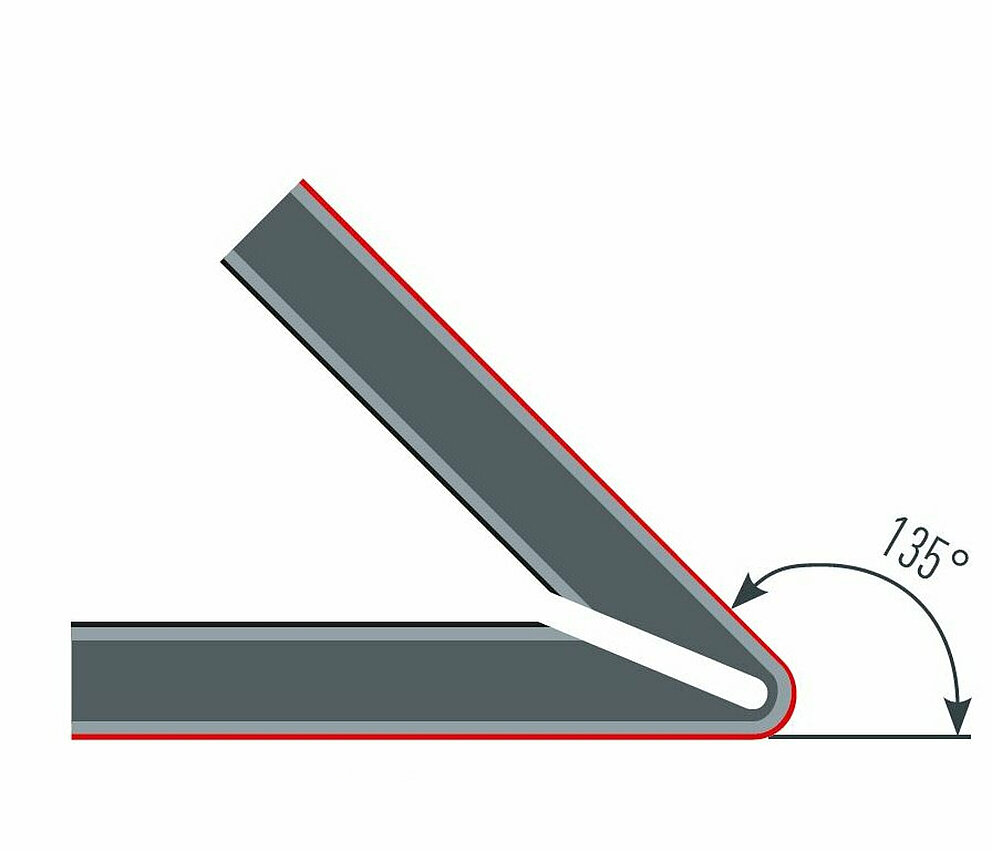
Lysnings- og hjørneudformningen kan både fremstilles som indre hjørne eller ydre hjørne ved hjælp af V-notfræseteknikken. Hertil anvendes V-notfræseren med en åbningsvinkel på 90° og 135°.

Udfør kantning af PREFABOND-kompositplader med FR-kerne ved mindst 5 °C og med A2-kerne ved mindst 20 °C materiale- og omgivelsestemperatur for at undgå ridser på den lakerede, synlige side.
PREFA anbefaler, at V-not-fræsningen specielt ved kompositplader med A2-kerne udelukkende fremstilles ved hjælp af en CNC-bearbejdningsmaskine for at sikre den korrekt fræsedybde.
Hvis der udføres bukning ved lave temperaturer (≤ 15 °C), kan det forårsage et slørlignende udseende af belægningen. Denne fjernes ved at opvarme pladen til mindst 20 °C.
Den påkrævede V-not, der kræves til en afrunding, uafhængigt om det er det indre eller ydre hjørne, skal altid fræses på pladens bagside. En korrekt V-notfræsning skal udføres, så der på den ene side bevares 0,5 mm af dækpladen (lakeret, synlig side) og på den anden side ved kerne yderligere 0,2 til 0,4 mm (FR-kerne) hhv. yderligere 0,15 til 0,25 mm (A2-kerne).
Normalt anvendes notfræsere med en åbningsvinkel på 90° eller 135°.
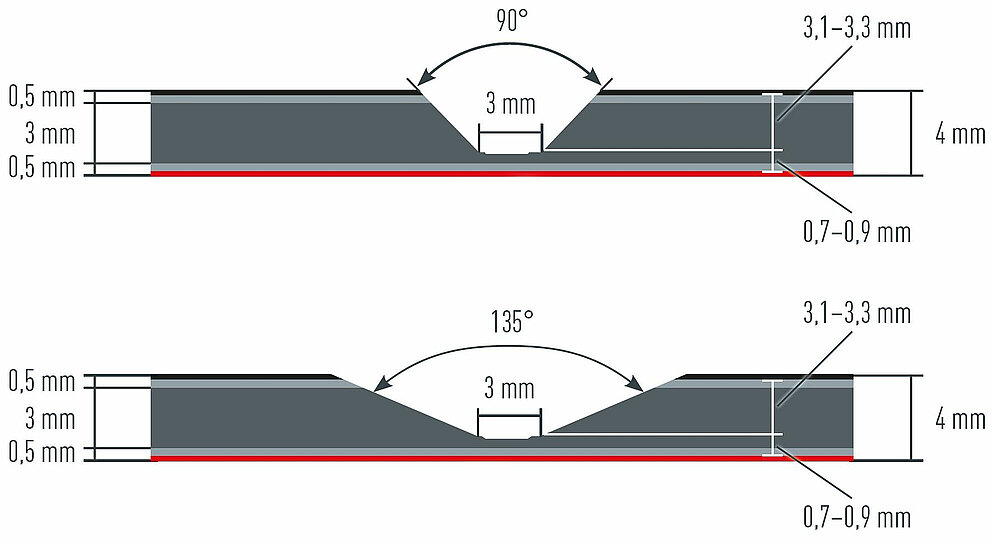
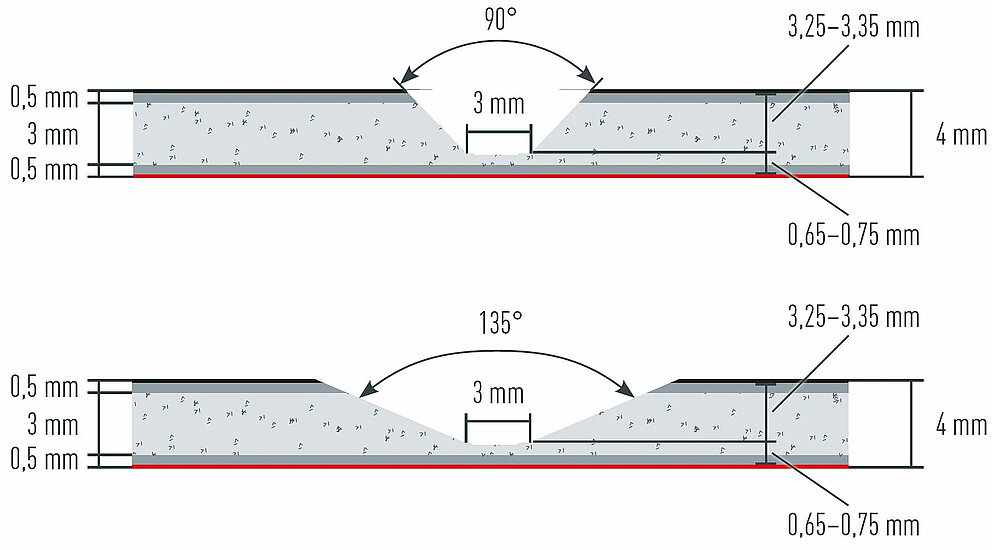
Hvis V-noten delvist eller helt bliver fræset for dybt, er det ikke muligt at lave en flot afkantning med konsistent radius. Derudover kan aluminiumsdækpladen blive ridset på den synlige side. Hvis V-noten dog ikke fræses dybt nok, vil afkantningen blive meget vanskelig. V-notafkantningens akse ligger altid i midten af fræsenotens flade sted.


Vær opmærksom på, at kompositpladen efter afkantningen igen vil fjedre lidt. I praksis betyder det, at afkantningen skal bøjes lidt mere end ønsket for at opnå perfekt målnøjagtighed efter efterfjedring. Den mindst mulige sidelængde for en afkantning udgør 20 mm.
Bemærk
Ved registrering af den korrekte pladeafvikling skal der tages hensyn til tykkelsen af klæbesystemet ved påklæbet montering. Alt efter, om det handler om en udvendig eller indvendig kantfold, skal du lægge denne tykkelse (normalt: 3 mm) til eller trække den fra det klæbesystem, der er angivet af producenten af klæbemidlet.

De følgende eksempler kan anvendes som udgangspunkter. I billederne vises hver en mekanisk fastgørelse.
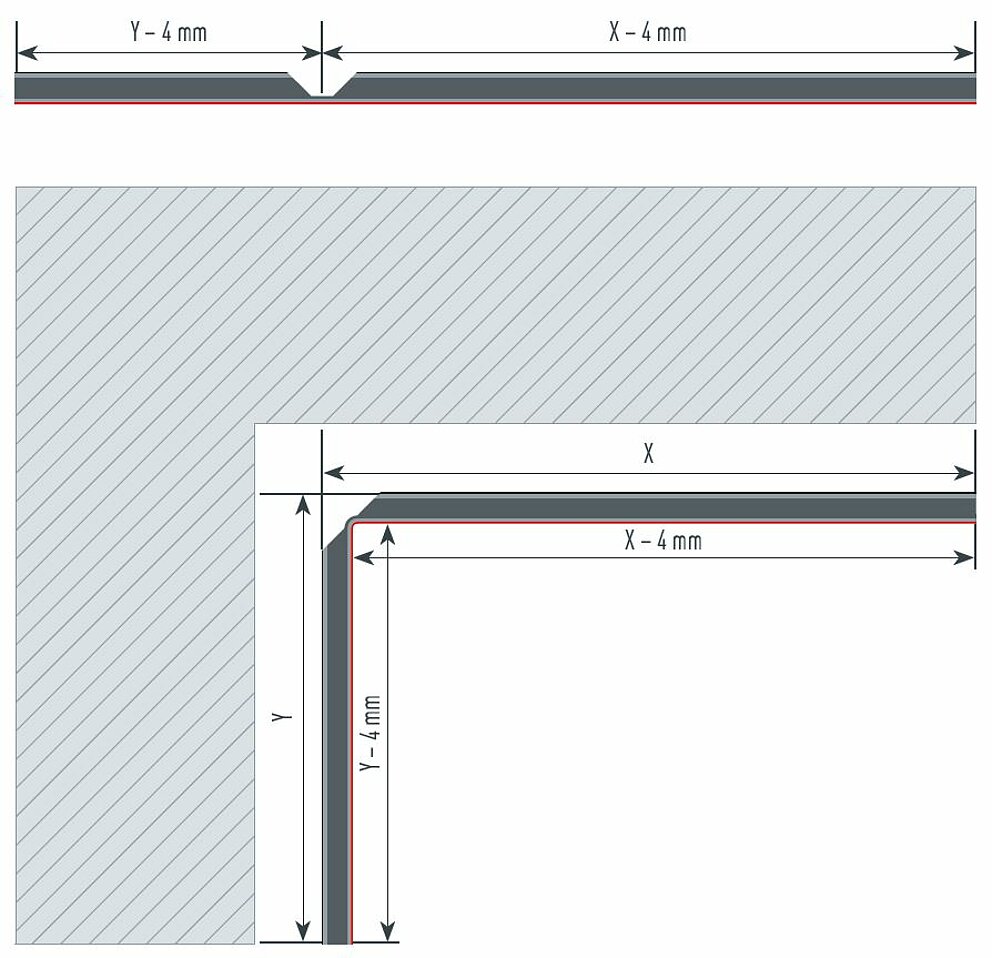
Ved et indvendigt hjørne skal kompositpladens materialetykkelse (4 mm) trækkes fra de målte naturlige mål.
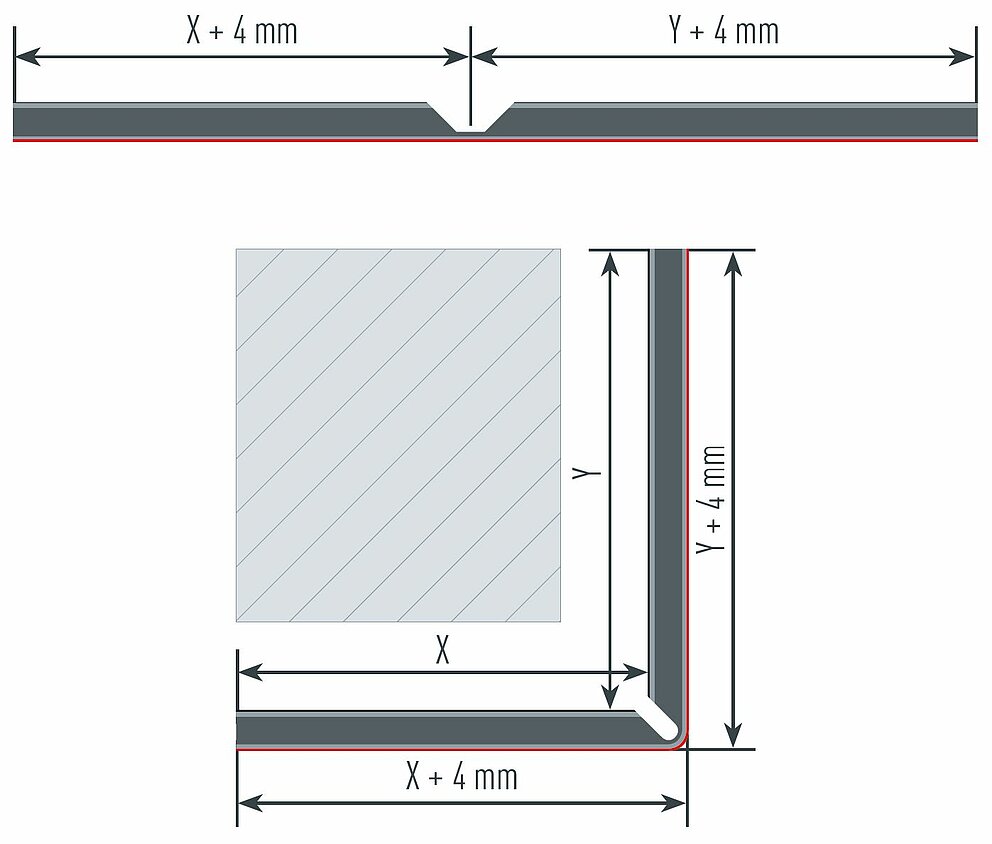
Ved et udvendigt hjørne skal kompositpladens materialetykkelse (4 mm) lægges til de målte naturlige mål.
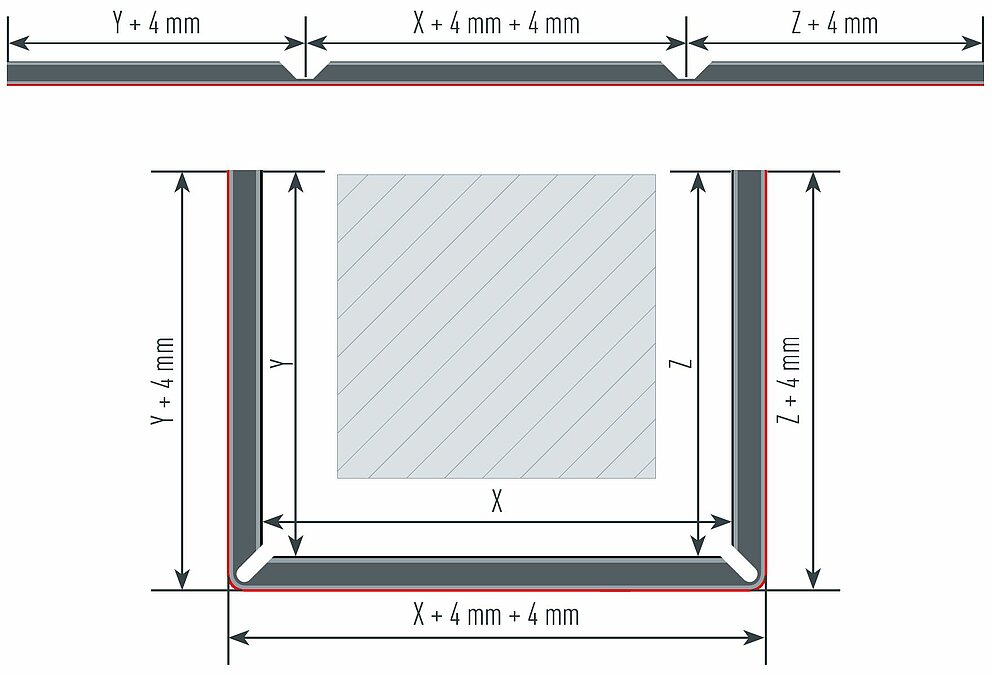
Ved en U-kantning med to udvendige hjørner betragtes hvert hjørne enkeltvist. Den korrekte fræseakse opnås ved at lægge materialetykkelsen (4 mm) til hver sidelængde.
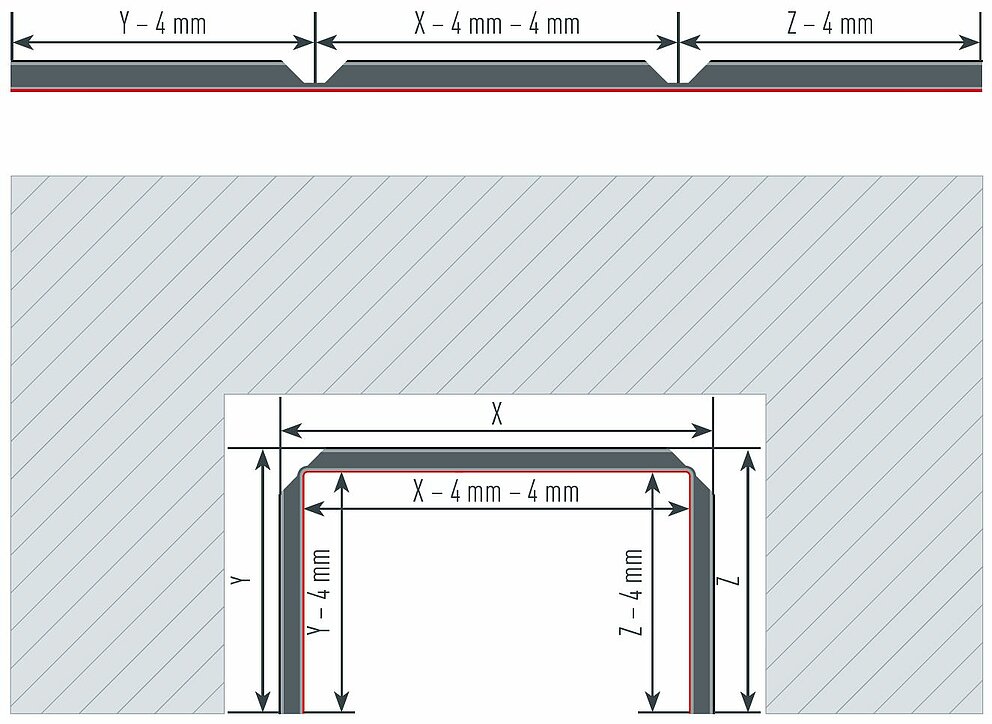
Ved en U-kantning med to indvendige hjørner vises hvert hjørne enkeltvist. Den korrekte fræseakse opnås ved, at trække materialetykkelsen (4 mm) fra hver sidelængde.
Ved en Z-kantning med et indvendigt og et udvendigt hjørne betragtes hvert hjørne enkeltvist. Den korrekte fræseakse opnås ved at trække materialetykkelsen (4 mm) fra hver sidelængde og lægge den til ved hver sidelængdes udvendige hjørne.

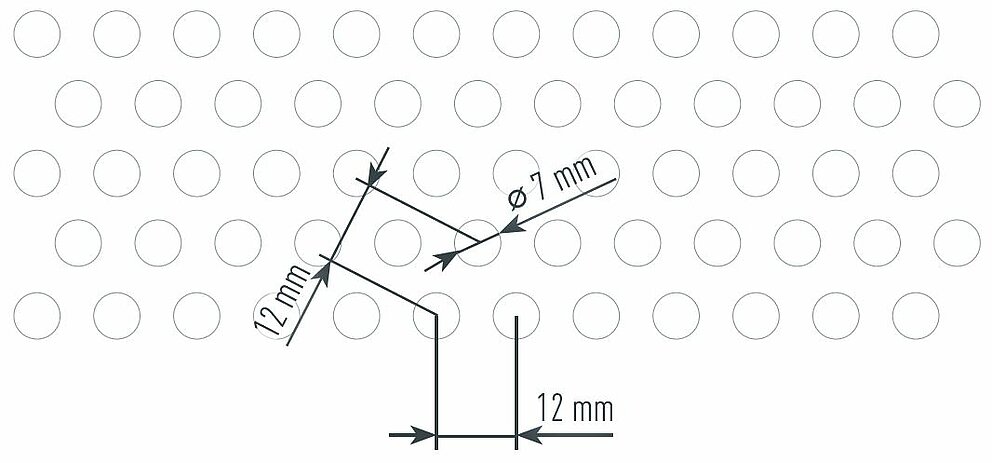
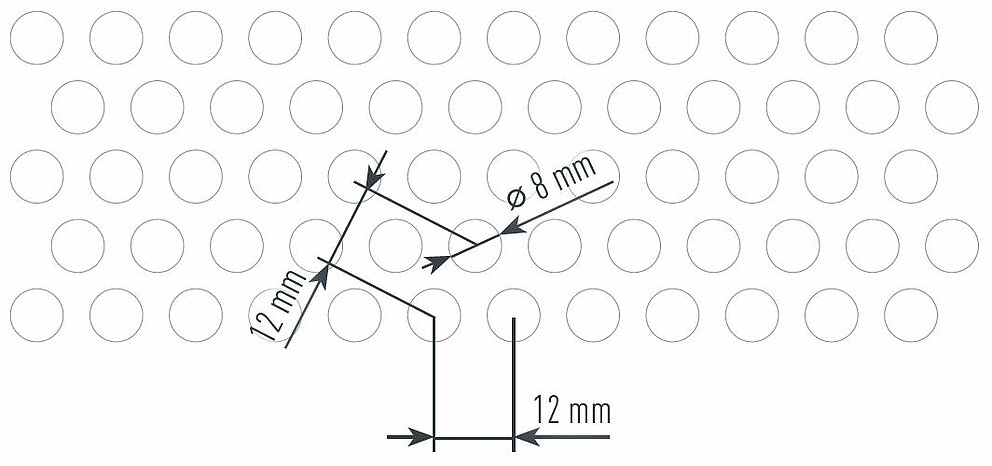
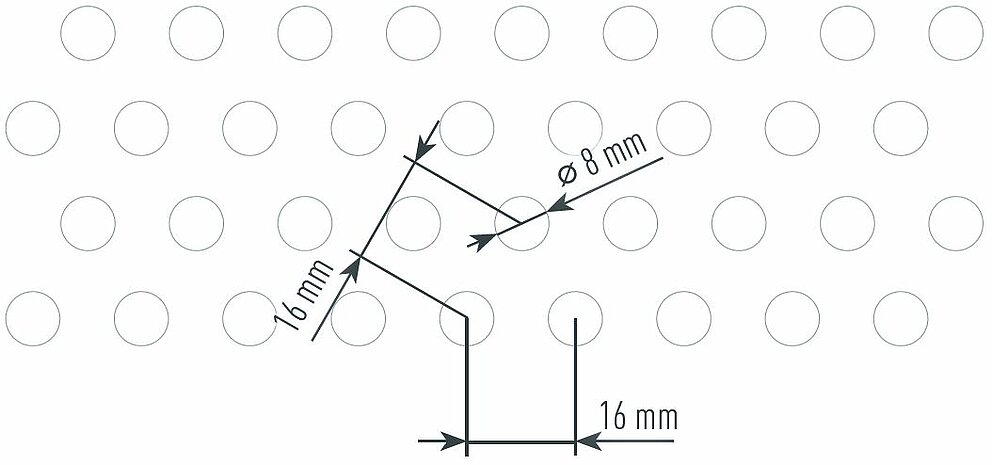
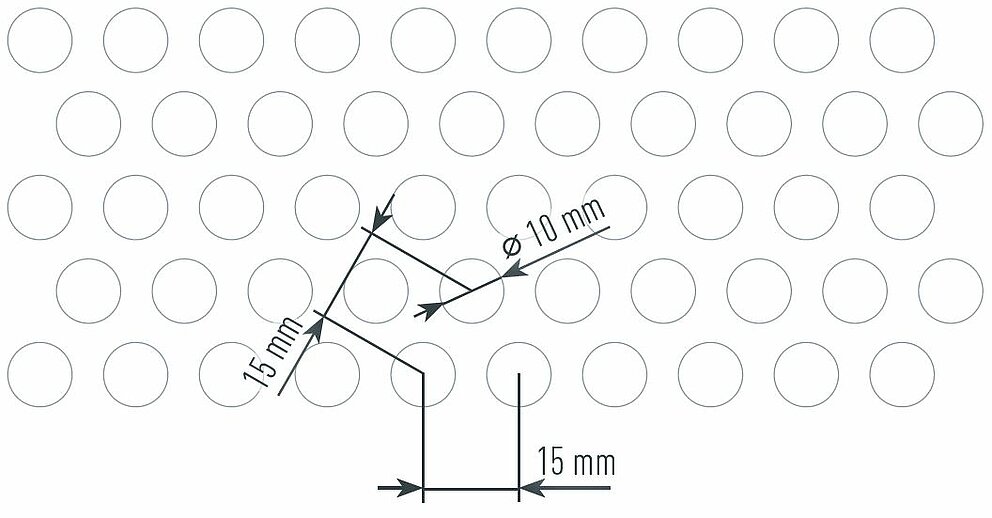
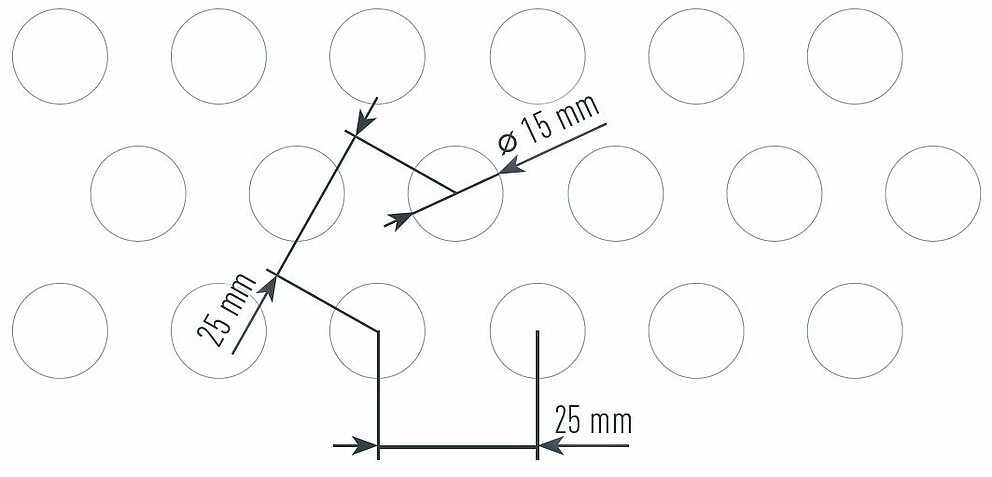
Perforerede PREFABOND-kompositplader har et regelmæssigt hulmønster. På grund af kernens mineralstruktur anbefales en perforering med stansemaskine ikke for PREFABOND med A2-kerne.
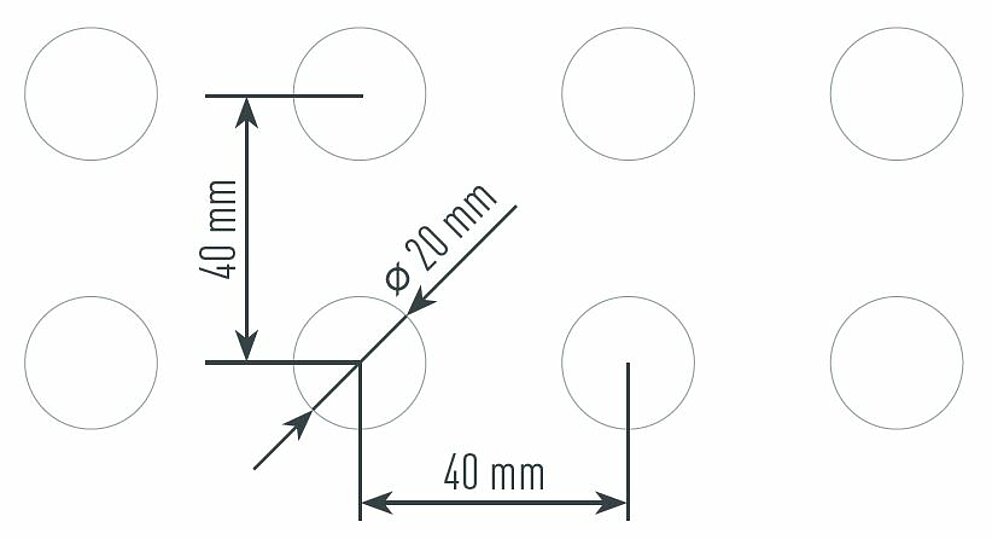
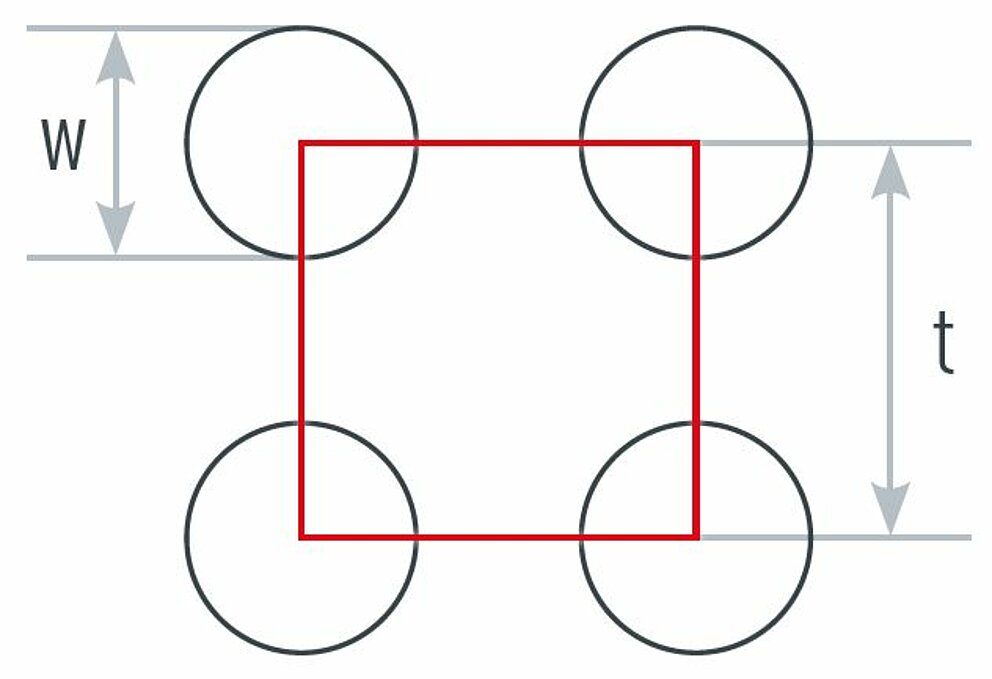
Hulanordning |
Hulbredde [w] |
Deling [t] |
Åbne flader [%] |
Runde huller lige |
20 mm |
40 mm |
19,6 % |
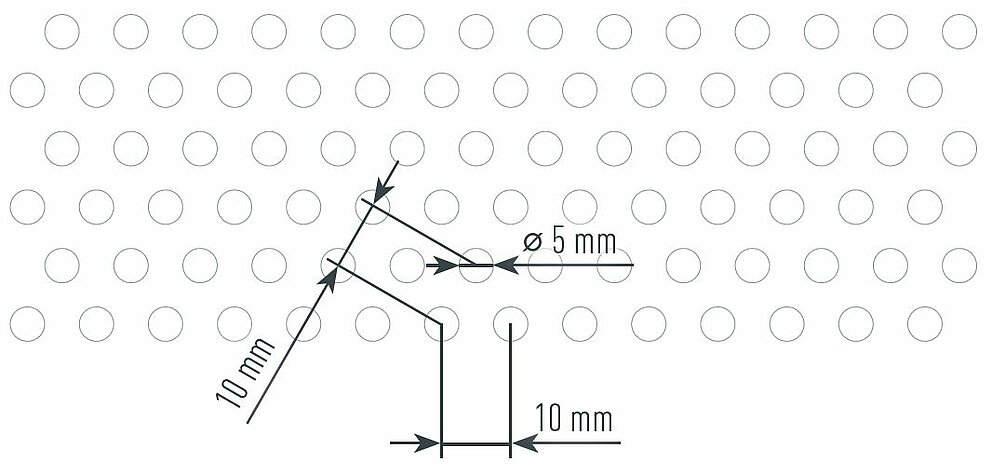
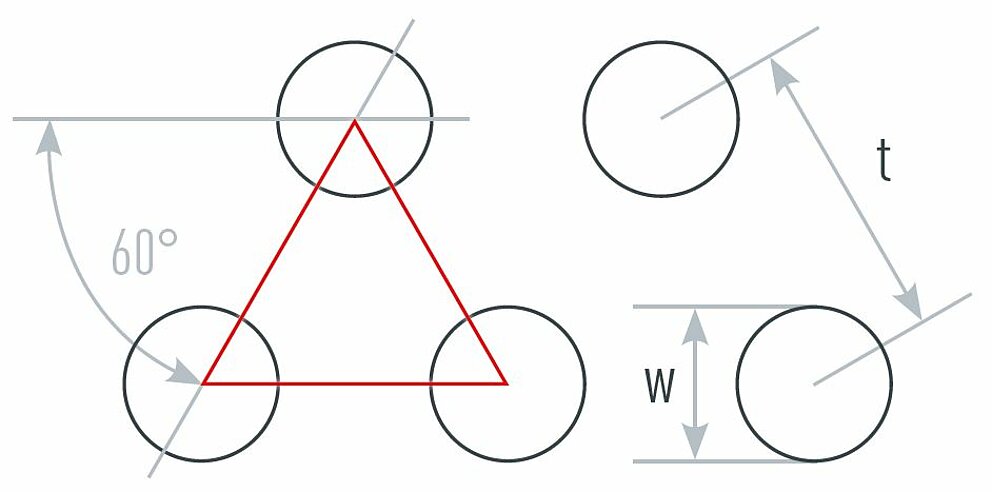
Runde huller forskudt |
5 mm |
10 mm |
22,6 % |
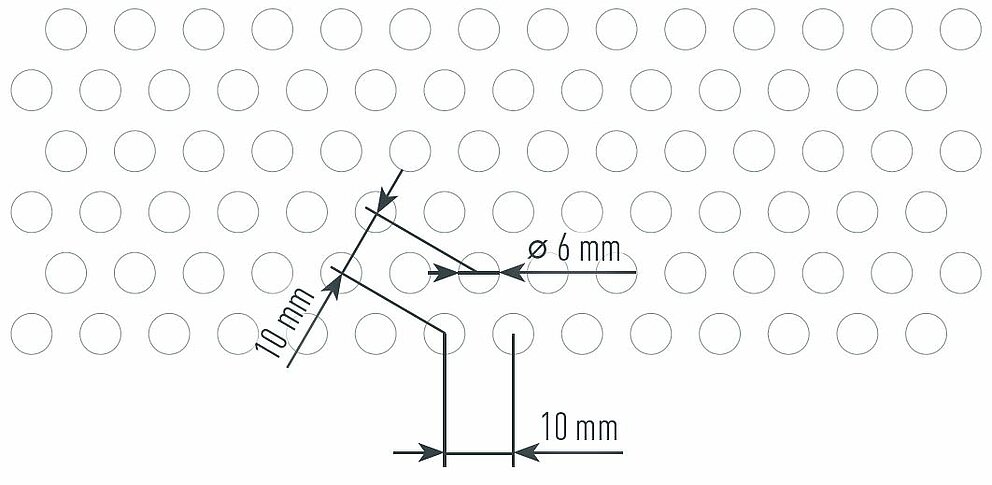
Runde huller forskudt |
6 mm |
10 mm |
32,6 % |
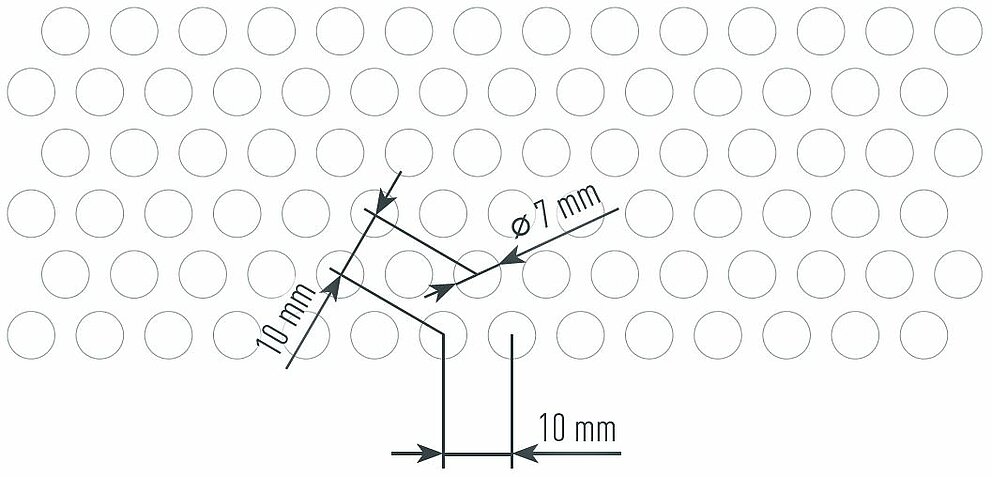
Runde huller forskudt |
7 mm |
10 mm |
44,4 % |
Runde huller forskudt |
7 mm |
12 mm |
30,8 % |
Runde huller forskudt |
8 mm |
12 mm |
40,2 % |
Runde huller forskudt |
8 mm |
16 mm |
22.6 % |
Runde huller forskudt |
10 mm |
15 mm |
40,2 % |
Runde huller forskudt |
15 mm |
25 mm |
32,6 % |
R = runde huller
g = lige rækker
v = forskudte rækker
W = hulbredde
t = deling
PREFABOND-aluminiumskompositplader kan bukkes på tre- eller firevalsemaskiner. PREFA fraråder afrunding med en afrundingspresse.
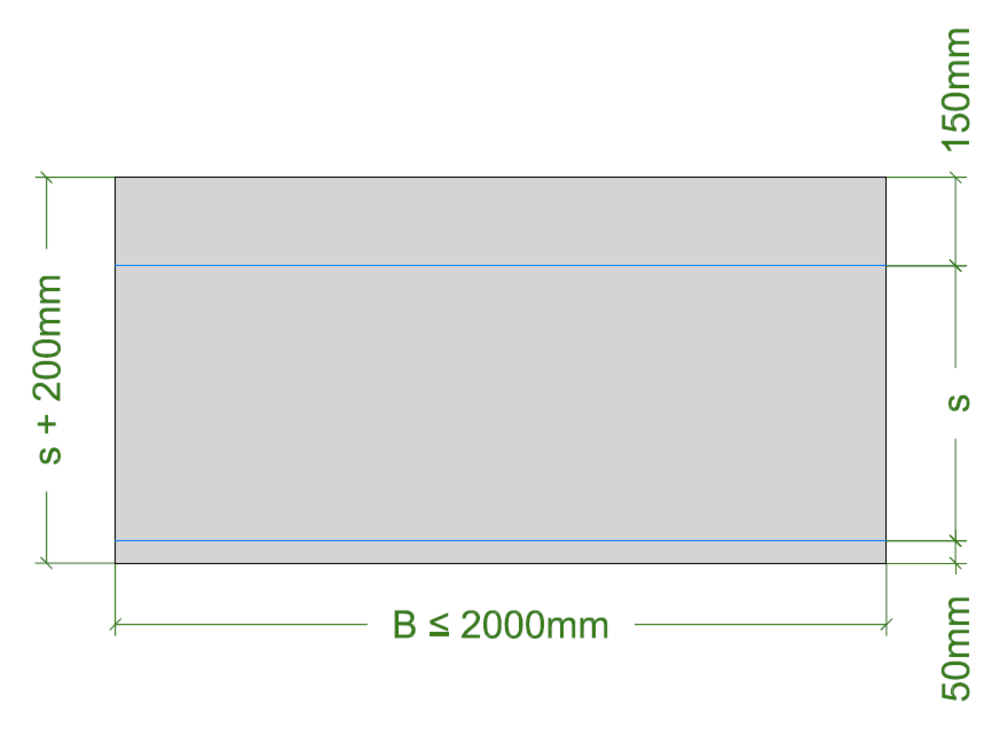
PREFA tilbyder rullebukning af PREFABOND-aluminiumskompositpladen, hvorved følgende specifikationer skal overholdes.
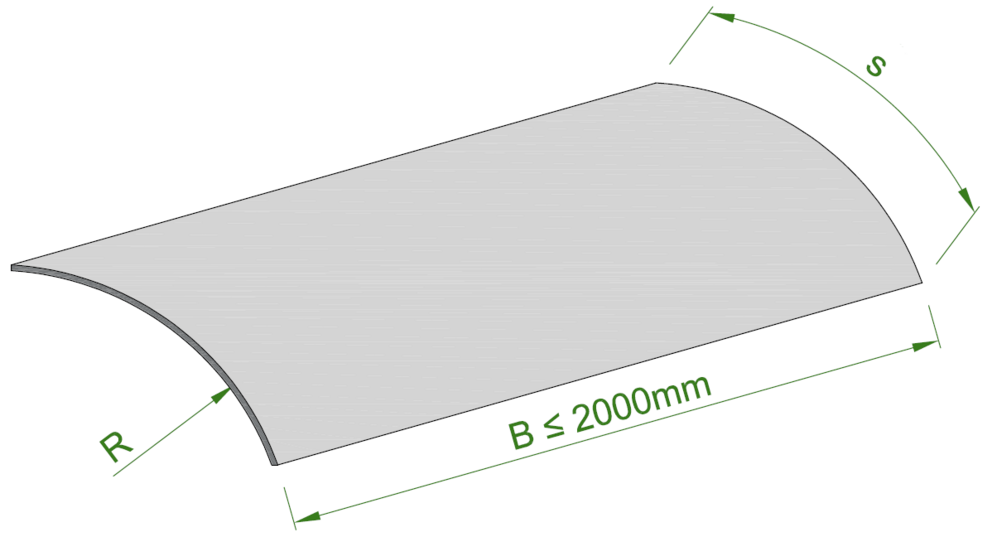
Som følge af bukningen med valser har pladerne et udløb med et lille tryksted, der skæres tilbage af PREFA. Bemærk målene af råmaterialet! Tilskæringen er nemlig omkring 200 mm større end det effektivt påkrævede buemål ved pladeenderne. Til buemål (s) tilføjes 150 mm i én ende og 50 mm i den anden.




Der kan kun downloades indhold fra én produktkategori. Hvis du har brug for indhold fra flere kategorier, skal du oprette en separat download for hvert produktområde.
